Высокопористый инструмент на керамической связке
К высокопористому инструменту относится абразивный инструмент с пористостью 50% и выше, Главным отличием шлифовального высокопористого инструмента является его структурное строение с уменьшенным содержанием абразивного зерна в объеме инструмента.
Преимущества применения высокопористого инструмента на керамической связке
Увеличение пористости шлифовального круга создает более благоприятные условия для интенсивного резания материалов, уменьшает количество и степень прижогов и микротрещин на шлифованной поверхности деталей. Положительный эффект при этом создается благодаря уменьшению потери режущей способности «засаливаемости» и увеличению самозатачиваемости круга.
Крупные поры обеспечивают хорошее размещение срезаемой зернами стружки, а также способствует дополнительному охлаждению обрабатываемой заготовки, за счет лучшего проникновения СОТС в зону резания и пропитывания ею самого круга. В результате, сохраняя постоянной температуру в зоне резания, можно повысить производительность обработки в 2-2,5 раза за счет форсирования режимов резания.
Основные области применения высокопористых шлифовальных кругов на керамической связке
- глубинное шлифование замков турбинных лопаток из жаропрочных никелевых сплавов авиационных двигателей, газоперекачивающих и энергетических установок, включая елочный профиль;
- профильное глубинное шлифование деталей из титановых сплавов, в т.ч. хвостовиков компрессорных лопаток;
- круглое наружное шлифование деталей гидроприводов из легированных сталей, имеющих азотированную поверхность;
- плоское шлифование деталей гидроагрегатов из цементированных закаленных легированных сталей без охлаждения;
- при обработке высокоточных и ответственных деталей из коррозионностойких сталей без охлаждения;
- обработка конструкционных материалов, чувствительных к структурно-фазовым превращениями, термодинамическим дефектам, характерным для процесса шлифования-прижогам, сколам, трещинам.
- прецизионное шлифование;
- резьбошлифование.
Рекомендации по выбору характеристики шлифовального высокопористого круга
Круги изготавливаются из белого электрокорунда марки 25А, хромотитанистого электрокорунда марки 91А, карбида кремния зеленого марки 64С. Для обработки легированных закаленных и жаропрочных никелевых сплавов применяют электрокорунд марок 25А,91А, для обработки чугуна и титановых сплавов - карбид кремния 64С.
Соответствие зернистостей шлифовальных материалов по стандартам ГОСТ, FEPA и ISO
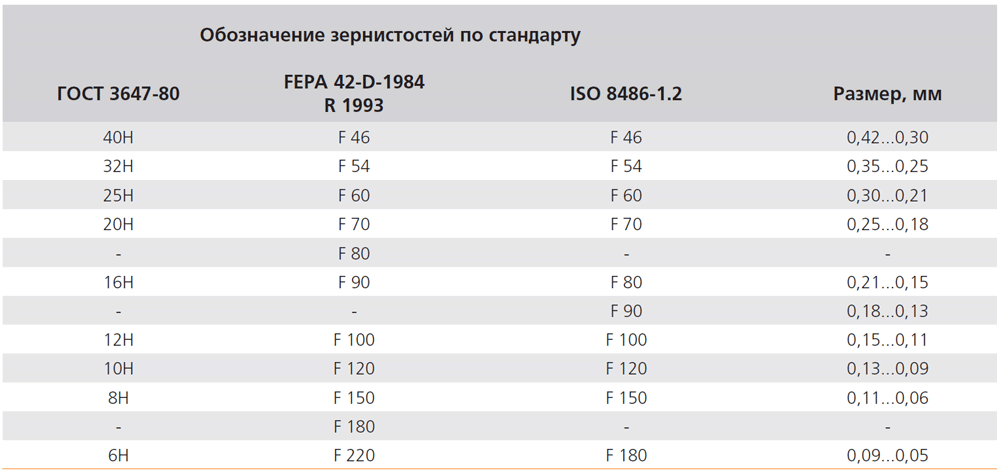
Зернистость круга выбирается в зависимости от вида обработки и шероховатости обрабатываемой детали:
Зависимость шероховатости поверхности от зернистости абразивного инструмента
| Зернистость | Шероховатость Ra, мкм |
|---|---|
| 40-25 | 1,25 - 0,5 |
| 20-12 | 0,4 - 0,2 |
| 10-6 | 0,16 - 0,12 |
При выборе твердости круга необходимо руководствоваться следующими положениями:
- твердые материалы скорее истирают абразивные зерна, затупляют их. Удаление затупившихся зерен скорее происходит в сравнительно мягких кругах. Поэтому для обработки твердых материалов следует применять мягкие абразивные инструменты, а для обработки материалов невысокой твердости - более твердые. Исключение составляют медь, алюминий, свинец, нержавеющая и жаропрочная стали, которые шлифуют мягким инструментом. При обработке вязких материалов отходы шлифования заполняют поры круга, и он становится не пригодным для работы. Тогда необходима правка круга, хотя абразивные зерна в этом случае могут быть еще достаточно острыми;
- с увеличением площади контакта между кругом и изделием давление на единицу площади круга уменьшается, и, следовательно, обновление затупившихся зерен затрудняется. В этом случае следует использовать более мягкий инструмент;
- чем больше рабочая скорость круга при прочих неизменных условиях, тем более мягкий инструмент следует применять. При интенсивных режимах работы - большой скорости изделия и поперечной подаче - применяются более твердые круги;
- для предварительных операций применяются более твердые инструменты, чем для окончательных;
- при шлифовании без охлаждения следует использовать более мягкие круги, чем при работе с охлаждением;
- при шлифовании неровных, прерывистых поверхностей применяются более твердые инструменты, чем при шлифовании ровных, без разрывов поверхностей.
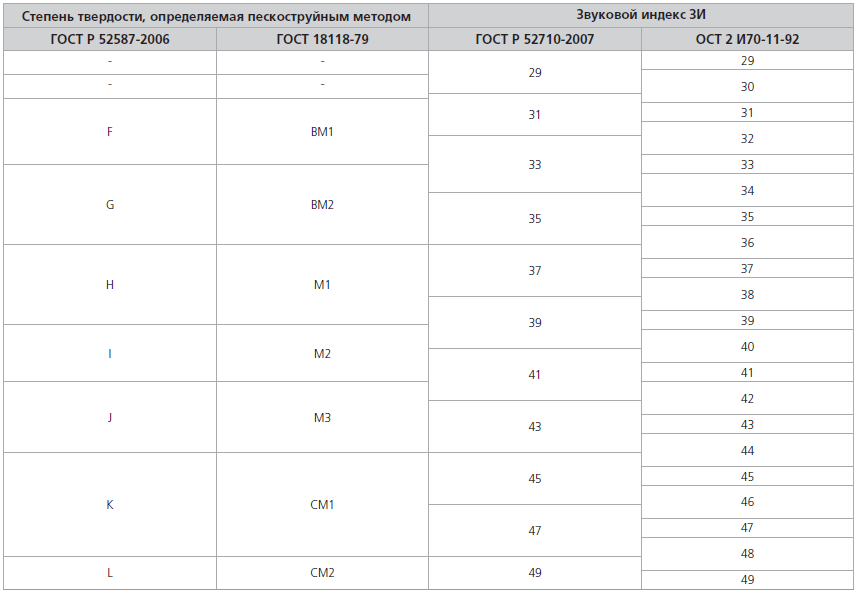
Примерное соответствие степеней твердости, полученное разными методами контроля, приведено в табл.
Глубинное шлифование высокопористыми кругами
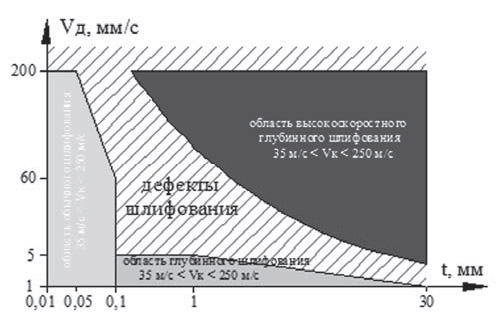
Глубинное шлифование осуществляется на станках с горизонтальным расположением шпинделя и характеризуется относительно большой глубиной шлифования. При глубинном шлифовании в процессе обработки участвуют, как периферия круга, так и его торцевая поверхность, что обеспечивает условие лучшего самозатачивания. При обычном шлифовании величина глубины шлифования выбирается исходя из характеристик круга и в первую очередь – зернистости: чем выше зернистость, тем больше глубина обработки t и меньше скорость детали Vд. Оптимизация процесса позволяет перейти к бездефектному шлифованию со значительной глубиной, также определяемой скоростью детали (подачей стола).
Если при традиционном шлифовании, для удаления припуска и обеспечения точности обработки, требуется множество проходов с глубиной резания порядка 0,002…0,05 мм при подаче 50…250 м/мин, то при глубинном шлифовании - это достигается за 2...3 прохода при глубине резания 1…10 мм и скоростью подачи 0,1…15 м/мин. Обычно выполняется один или несколько черновых проходов (в зависимости от величины удаляемого припуска) и последующий чистовой проход. За один установ детали, таким образом, выполняются операции черновой и чистовой обработки. Производительность глубинного шлифования может быть в 100 раз выше, чем традиционного. Глубинным шлифование обрабатывается широкая номенклатура материалов, включая конструкционные и инструментальные стали, сплавы на никелевой основе, титановые сплавы и др., что обеспечило широкое распространение этого метода в современном авиационном машиностроении.
Типовые технологические схемы глубинного шлифования поверхностей хвостовика турбинных лопаток:
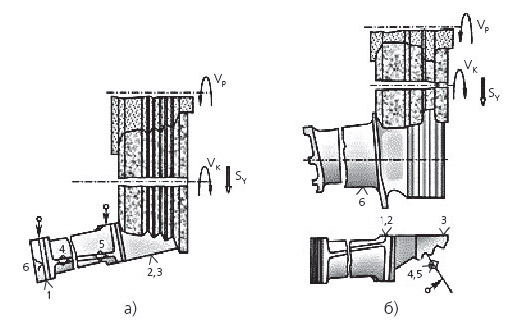
а) контактной поверхности елочного профиля и основания хвостовика;
б) заднего торца.
Помимо авиационной промышленности глубинное шлифование применяется также при обработке вагонных колёсных пар и железнодорожных рельсов.
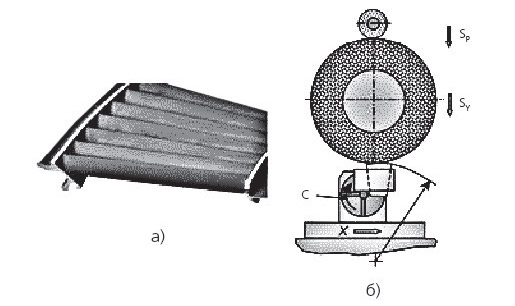
Обработка секции лопатки:
а) секция лопаток;
б) схема обработки.
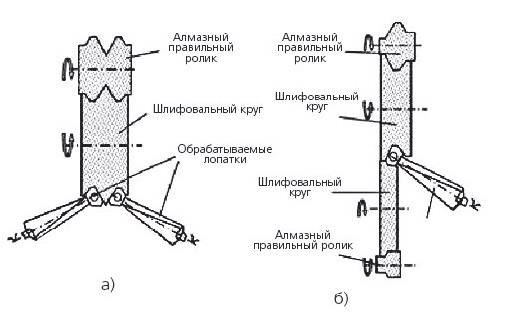
Схемы глубинного шлифования замков лопаток компрессора:
а) односторонняя обработка;
б) двусторонняя обработка.
В некоторых случаях, например, при шлифовании «ёлочного» профиля замка турбинных лопаток из жаропрочных никелевых сплавов, может применяться циклическая правка алмазным роликом с заданной величиной удаляемого слоя (до 0,3 мм) с поверхности круга после одного или нескольких его рабочих ходов. Подобная схема возможна только на соответствующих станках с ЧПУ.
Режимы резания
Основными факторами, определяющими эффективность глубинного шлифования являются:
- базирование, обеспечение жесткости и надежности закрепление заготовки;
- характеристика шлифовального круга;
- размеры и скорость вращения круга, продольная подача заготовки, глубина резания;
- давление, температура и объем подаваемой СОЖ, ее тип, место расположения охлаждающих сопел и их форма;
- способ и условия правки круга;
- жесткость, мощность и точность технологического оборудования.
Общие рекомендации по глубинному шлифованию высокопористыми кругами (10 – 16 структур)

Пример маркировки инструмента
